




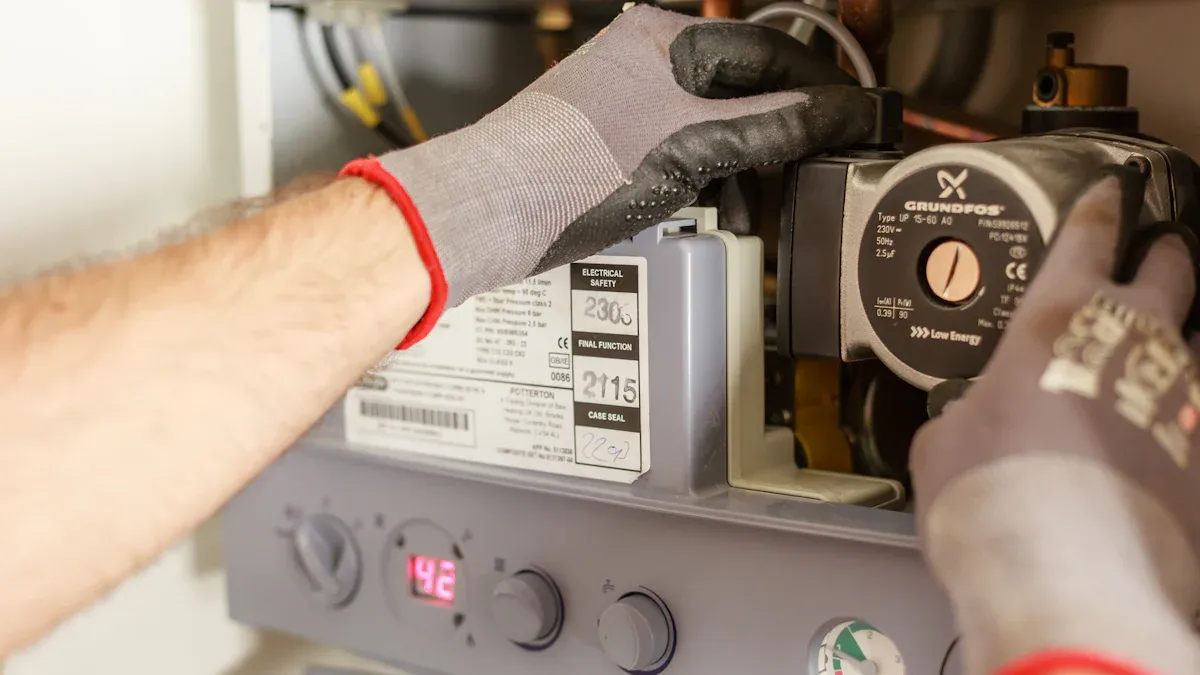
„Ningbo Victor Seals Co., Ltd.“, įkurta 1998 m., yra profesionali gamintojaMechaniniai sandarikliaiNingbo, Džedziango provincijoje. Mūsų prekės ženklas „Victor“ yra registruotas daugiau nei 30 pasaulio šalių. Suprantame svarbų vaidmenįMechaniniai sandarikliaiatlieka svarbų vaidmenį įvairiuose pramoniniuose procesuose, o mūsų patirtis padeda spręsti dažniausiai kylančius iššūkius.
Mūsų platus asortimentasMechaniniai sandarikliaiapima kasetinius sandariklius, guminius silfoninius sandariklius, metalinius silfoninius sandariklius ir O žiedo sandariklius, skirtus įvairioms darbo sąlygoms. Taip pat tiekiame OEMMechaniniai sandarikliaipritaikyta konkretiems klientų poreikiams. Suprantame, kad svarbu suprasti pirminiusMechaninio sandariklio gedimo priežastysyra būtinas patikimam veikimui. Mūsų gaminiai sukurti taip, kad sumažintų šias problemas ir užtikrintų optimalų našumą.
EfektyvusMechaninių sandariklių trikčių šalinimasdažnai reikia anksti nustatyti problemas. Mūsų sandarikliai yra suprojektuoti tiksliai, o įvairias atsargines dalis sandarinimo žiedams, įvorėms ir atraminiams diskams gaminame iš tokių medžiagų kaip silicio karbidas, volframo karbidas, keramika ir anglis. TikrinimasSandarinimo paviršiaus nusidėvėjimo modeliaisuteikia svarbių įžvalgų apie našumą, o mūsų aukštos kokybės medžiagos prisideda prie ilgesnio sandarinimo tarnavimo laiko.
Inžinieriai dažnai teiraujasi apieKas sukelia karščio prakiurimą ant mechaninio sandariklio paviršių?Mūsų sandarikliai gaminami laikantis griežtų standartų (DIN24960, EN12756, IS03069, AP1610, AP1682 ir GB6556-94), kad būtų atsparūs tokioms problemoms. Be to, suprantame, kaip svarbuKaip išvengti sandarinimo elastomerų cheminės korozijos?Mūsų įsipareigojimas kokybiškoms medžiagoms ir dizainui užtikrina ilgalaikį mūsų sandariklių vientisumą net ir sudėtingomis sąlygomis.
Mūsų produktai plačiai naudojami naftos, chemijos pramonėje, elektrinėse, mašinų gamybos, metalurgijos, laivų statybos, nuotekų valymo, spausdinimo ir dažymo, maisto pramonės, farmacijos, automobilių ir kitose srityse, o tai rodo mūsų įsipareigojimą tiekti patikimus ir patvarius produktus.Mechaniniai sandarikliai.
Svarbiausios išvados
- Įdiegtimechaniniai sandarikliaiteisingai. Netinkamas montavimas yra pagrindinė priežastis, dėl kurios sandarikliai greitai sugenda. Atlikite visus veiksmus ir naudokite tinkamus įrankius.
- Mechaninius sandariklius nuolat sutepkite.Sandarikliai turi turėti skystą plėvelękad gerai veiktų. Sausas veikimas per daug įkaitina sandariklius ir greitai sugenda.
- Saugokite sandariklius nuo purvo ir chemikalų. Abrazyvinės dalelės ir netinkami chemikalai gali pažeisti sandariklius. Naudokite filtrus ir rinkitės medžiagas, kurios gali susidoroti su skysčiais.
- Kontroliuokite temperatūrą ir vibraciją. Per didelis karštis arba kratymas gali pažeisti sandariklius. Naudokite aušinimo sistemas ir sutvarkykite vibraciją sukeliančius veiksnius, kad sandarikliai tarnautų ilgiau.
- Reguliariai tikrinkite sandariklius ir atnaujinkite medžiagas. Ieškokite nusidėvėjimo požymių. Naudojant tvirtesnes medžiagas, tokias kaip silicio karbidas, sandarikliai gali būti patvaresni.
1. Netinkamas mechaninių sandariklių montavimas
Netinkamas montavimasyra viena pagrindinių priešlaikinio mechaninio sandariklio gedimo priežasčių. Net ir tvirčiausi bei aukščiausios kokybės mechaniniai sandarikliai negali veikti optimaliai, jei technikai juos neteisingai sumontuoja. Ši problema dažnai kyla dėl netinkamo mokymo, skuboto montavimo proceso arba svarbių veiksmų aplaidumo.
Neteisingo išlyginimo ir neteisingo nustatymo pasekmės
Neteisingas suderinimas ir neteisingas nustatymas sukelia didelių eksploatacinių problemų.Nemaža dalismechaninių sandariklių gedimų priskiriama vibracijai, kurią sukelia nesuderinamumas. Šis nesuderinamumas gali pasireikšti keliais būdais:
- Lygiagretus (poslinkio) nesutapimas: velenai yra paslinkti, bet išlieka lygiagretūs.
- Kampinis nesutapimas: Velenai susikerta kampu.
- Abiejų derinys: realiose instaliacijose dažnai pasitaiko lygiagretaus ir kampinio išlyginimo derinys.
Veleno nesutapimas sukelia deformaciją sandarinimo vietojeŠis deformavimas sutrikdo tepimo plėvelę tarp sandarinimo paviršių. Net ir nedidelis deformavimas sukelia netolygų sandarinimo paviršiaus apkrovimą, padidėjusią trintį ir lokalizuotą šilumos kaupimąsi. Dėl šių sąlygų greitai pablogėja sandariklio veikimas ir jis sugenda.
Neteisingas nustatymas taip pat turi rimtų pasekmių.
- Per didelis arba per mažas slėgis sandariklio korpusegali sukelti sandariklių gedimus.
- Dėl didelio maišytuvo veleno nuotėkio pavaros problemos gali sugesti sandariklis.
- Maišytuvo veikimas, kai skystis yra menčių lygyje, gali sukelti sandariklio gedimus.
- Netinkamas sausų sandariklių veikimas gali lemti didesnį nei įprastai azoto sunaudojimą, šnypštimo ar pūškavimo garsus iš sandariklio korpuso, o indikatoriaus rutuliuko rodmenys gali viršyti leistinas ribas arba šokinėti srauto matuoklyje.
- Suteptų arba šlapių sandariklių netinkamą veikimą rodo padidėjęs skysčio nuostoliai arba visiškai išdžiūvęs sandariklis.
- Dėl nesandarių sandariklių į mišinį patenka barjerinis skystis, kuris gali užteršti. Jie taip pat gali nutekėti į atmosferą ir ant indo viršaus, sukeldami netvarką. Galiausiai tepimo įtaisas išdžiūsta, dėl to sandariklis sugenda ir gali ištekėti indo turinys.
- Nesandarūs sausi sandarikliai sunaudoja didelį kiekį azoto, susidėvi ir gali viršyti slėgį mažuose induose. Į veido sandariklius gali patekti didelis kiekis smulkių anglies dulkių, kurios užteršia sandarinimo mišinį. Dėl to sandariklis galiausiai susidėvi, nebegali palaikyti barjerinių dujų slėgio ir indo turinys gali išsiskirti į atmosferą.
Geriausia mechaninių sandariklių montavimo praktika
Laikantis geriausios pramonės standartų praktikosužtikrinatinkamas montavimasir prailgina sandariklio tarnavimo laiką.
- Planavimas ir patikra prieš montavimąTai apima sandariklio tipo, medžiagos ir eksploatavimo sąlygų nustatymą. Taip pat patikrinami tokie komponentai kaip velenas, įvorė, liauka ir sandarinimo paviršiai, ar nėra susidėvėjimo. Technikai matuoja veleno išlinkį ir skersmenį, palygindami juos su gamintojo leistinaisiais nuokrypiais. Jie patvirtina, kad yra visos reikalingos dalys.
- Kontrolinis sąrašas prieš diegimąNaudokite standartizuotą kontrolinį sąrašą, kad įsitikintumėte, jog pasirinkote tinkamą sandariklio modelį ir medžiagą. Patikrinkite, ar velenas / įvorė neviršija leistinų nuokrypių. Užtikrinkite švarią aplinką. Paruoškite kalibruotus įrankius, patvirtintus tepalus ir naujus O žiedus / atsarginius žiedus. Dokumentuokite visus prieš montavimą atliktus matavimus.
- Įrankiai, eksploatacinės medžiagos ir darbo vietos sąrankaParuoškite švarią, gerai apšviestą ir be teršalų vietą. Svarbiausi įrankiai: sukimo momento raktas, tarpumačiai, mikrometras/slankmatis, indikatorius su ciferblatu, minkštais spaustuvais, gamintojo patvirtintas surinkimo tepalas, tirpiklis, nepūkuotos servetėlės ir kalibruoti matavimo įrankiai. Kasetinių sandariklių atveju patikrinkite teisingą riebokšlio smeigių išdėstymą ir sukimo momento seką.
2. Prastas tepimas ir sausos eigos sąlygos
Kaip nepakankamas tepimas pažeidžia mechaninius sandariklius
Nepakankamas tepimas smarkiai pablogina mechaninių sandariklių veikimą ir tarnavimo laiką.Dauguma mechaninių sandariklių veikia skysčio plėvelės principu.tarp jų paviršių, kad sumažėtų šiluma ir trintis. Kai šio tepimo nepakanka arba jo visai nėra, vyksta sausa eiga. Dėl šios būklės prietaisas akimirksniu perkaitina.Tepimo plėvelė tarp sandarinimo paviršių gali išgaruoti ir sukelti terminį smūgįDėl šio smūgio sandarinimo paviršiai dažnai įtrūksta, susidaro pūslės ir greitai susidėvi dėl abrazyvinio nusidėvėjimo.
Operatoriai pastebi keletą nepakankamo tepimo požymių.Gilūs grioveliai sandarinimo paviršiujedažnai rodo šią problemą. Kiti simptomai:cypimo garsai, anglies dulkių kaupimasis ir įbrėžimai ar įbrėžimaiant sandarinimo paviršių. Šilumos sukelti siurblio komponentų pažeidimai taip pat rodo nepakankamą tepimą.Praplovimo sistemos gedimas arba nepakankamas technologinio skysčio kiekissandarinimo paviršiuose susidaro per didelis karštis. Dėl šio karščio sandarinimo paviršiai apdegsta arba pakitusios spalvos, o tai sutrumpina sandariklio tarnavimo laiką. Sausa eiga taip pat paliekakoncentriniai grioveliai ant sandarinimo paviršiaus. “Mirksintis išjungimas„apibūdina sprogstamąjį terpės garavimą sandarinimo tarpe. Dėl šio reiškinio sandarinimo paviršiai vibruoja ir susidaro krateriai. Dėl prastos tepimo savybės padidėja kavitacijos tikimybė sandarinimo paviršiuose. Dėl to periodiškai veikia sausai, atsiranda įkaitimas, dilimas ir nuotėkis.
Strategijos, užtikrinančios tinkamą mechaninių sandariklių tepimą
Tinkamas tepimas yra labai svarbusprailgina mechaninių sandariklių tarnavimo laikąTai sumažina trintį ir nusidėvėjimą, užkertant kelią priešlaikiniam gedimui. Tai taip pat sumažina priežiūros išlaidas ir prastovas. Efektyvus tepimas sumažina nuotėkį, o tai yra gyvybiškai svarbu saugai ir aplinkosaugos reikalavimų laikymuisi. Tai taip pat padidina patikimumą, todėl veikia sklandžiau ir sumažėja netikėtų gedimų.
Skirtingos sistemos užtikrina tinkamą tepimą. Vidiniam tepimui naudojamas pats pumpuojamas skystis. Ši sistema yra ekonomiškai efektyvi, kai pumpuojamas skystis yra geras tepimo būdas. Išoriniam tepimui naudojamas atskiras skystis. Tai idealiai tinka, kai pumpuojamas skystis netinka. Buferinės ir barjerinės sistemos yra sudėtingesnės. Jose naudojamas žemo arba aukštesnio slėgio skystis pavojingiems arba jautriems skysčiams. Šios sistemos pasižymi didžiausiu saugumu.
Tepalo pasirinkimą įtakoja keli veiksniaiAukšta darbinė temperatūra gali pažeisti tepalus. Dėl didelio slėgio tepalai gali pradėti tekėti. Didesnis greitis sukuria daugiau trinties ir šilumos. Tepalas taip pat turi būtisuderinamas su proceso skysčiuReguliarūs patikrinimai yra būtini norint anksti nustatyti problemas. Tai apima nuotėkių, susidėvėjimo ir tepalų lygio patikrinimą. Tepalų valdymas apima tinkamo tipo tepalų naudojimą ir jų švaros palaikymą. Įprastinės priežiūros užduotys apima tepalų papildymą ir filtrų keitimą. Savalaikis anomalijų tyrimas padeda išvengti sandariklių gedimų.
3. Abrazyvinės medžiagos ir užterštumas mechaniniuose sandarikliuose
Abrazyvinių dalelių destruktyvus poveikis
Abrazyvinės dalelės ir užterštumas žymiai sutrumpina mechaninių sandariklių tarnavimo laiką. Šios dalelės, dažnai esančios proceso skystyje, tiesiogiai pažeidžia sandarinimo paviršius. Pavyzdžiui, netaisyklingos SiO2 abrazyvinės dalelės gali sukelti pažeidimus, o eksperimentais analizuojami jų lūžio mechanizmai sandarinimo sąsajoje. Atliekant...gręžimo procesai, dalelės ir šiukšlės, įskaitant uolienų fragmentus, patenka į sandarinimo sąsają. Tai sukelia didelį abrazyvinį dilimą. Šios abrazyvinės dalelės sukeliaįbrėžimai, įtrūkimai ar netolygus nusidėvėjimasant pagrindinių mechaninio sandariklio dalių.
Abrazyvinės dalelės ardo mechaninio sandariklio komponentuspirmiausia dėl abrazyvinio dilimo, kai jos patenka į sandarinimo sąsają. Degradacijos mechanizmai priklauso nuo dalelių judėjimo. Jei dalelės įstringa, jos veikia kaip pjovimo įrankiai, sukeldamos dviejų kūnų dilimą. Jei jos lieka laisvos, jų judėjimas gali apimti ir slydimą, ir riedėjimą. Nepriklausomai nuo jų judėjimo, dilimo nuostoliai atsiranda dėl šių dalelių šlyties ir tempimo poveikio gumai. Terminis gumos degradavimas gali pakeisti jos mechanines savybes, todėl ji tampa jautresnė dalelių prasiskverbimui. Šis pokytis gali pakeisti dilimo mechanizmą iš paviršiaus įplyšimo į mikropjovimą arba dėmėtumo atšokimą. Be to, dalelės gali įstrigti paviršiaus defektuose, o tai pailgina jų abrazyvinį poveikį ir gali pakeisti jų judėjimą iš slydimo į riedėjimą, taip sustiprindama sandarinimo komponentų pažeidimus.
Filtravimas ir medžiagų parinkimas abrazyvinėms aplinkoms
Mechaninių sandariklių apsaugai abrazyvinėje aplinkoje reikalingos veiksmingos strategijos.Filtravimo sistemos yra labai svarbios norint pašalinti didesnes kietąsias dalelesTai ypač svarbu tokiose srityse kaip kasyba, kur netinkamai filtruojamas nuplovimo vanduo gali sukelti abrazyvinių dalelių.Tinkamos filtravimo strategijos, ypač naudojant smulkius filtrus, yra būtini buferiniams ir barjeriniams skysčiams mechaniniuose sandarikliuose. Tai pašalina priemaišas, sumažina abrazyvinį dilimą ir apsaugo sandariklio veikimą. Svarbu užtikrinti, kad filtrai būtųsuderinamas su skysčiaiskad būtų išvengta naujų teršalų patekimo ar srauto apribojimo. Tinkamų medžiagų parinkimas sandarinimo paviršiams ir antriniams sandarikliams taip pat atlieka svarbų vaidmenį. Kietesnės medžiagos, tokios kaip silicio karbidas arba volframo karbidas, pasižymi geresniu atsparumu abrazyviniam dilimui, palyginti su minkštesnėmis medžiagomis.
4. Cheminis nesuderinamumas su mechaninių sandariklių medžiagomis
Cheminis mechaninių sandariklių poveikis ir degradacija
Cheminis nesuderinamumas kelia didelę grėsmę mechaninių sandariklių vientisumui. Kai sandarinimo medžiagos susiduria su nesuderinamais proceso skysčiais, vyksta cheminis poveikis ir degradacija. Šis procesas pablogina sandariklio gebėjimą efektyviai veikti. Įprasti cheminiai veiksniai daro įvairią žalą.sandarinimo paviršiai, elastomerai ir kiti sandarinimo komponentaiPavyzdžiui,Angliavandenilių pagrindu pagamintos alyvos atakuoja elastomerus, tokius kaip EPDM, o tirpikliai, tokie kaip acetonas ir etanolis, skaido tokias medžiagas kaip nitrilas.
Stiprios rūgštys, šarmai arba agresyvūs tirpikliaigali suardyti specifinių gumos formulių molekulinę struktūrą. Skysčiai, sukeliantys absorbciją, sukelia elastomerų brinkimą ir susilpnėjimą. Stiprios oksiduojančios cheminės medžiagos arba alyvos, kurios išskiria plastifikatorius, gali padaryti O žiedus kietus, trapius ir standžius. Aplinkos veiksniai, tokie kaip ozonas, deguonis arba UV spinduliai, chemiškai reaguoja su pažeidžiamomis gumomis ir sukelia įtrūkimus. Naftos pagrindu pagamintos alyvos arba degalai gali suminkštinti ir išbrinkti nesuderinamuose gumos gaminiuose, tokiuose kaip nitrilas (Buna-N).Valymo priemonės, rūgštinės terpės ir šarminės praplovimo priemonėstaip pat reikia atidžiai apsvarstyti cheminį suderinamumą. Aukšto pH aplinkai ir terminiam poveikiui reikalingos šarmams atsparios medžiagos.
Chemiškai atsparių mechaninių sandariklių komponentų pasirinkimas
Tinkamų mechaninių sandariklių medžiagų pasirinkimas yra labai svarbus siekiant išvengti cheminio degradacijos. Rinkdamiesi chemiškai atsparius komponentus, inžinieriai turi atsižvelgti į kelis kriterijus.veiklos aplinka yra svarbiausia; tai apima temperatūrą, slėgį ir abrazyvinių ar korozinių skysčių buvimą. Medžiagos turi pasižymėti puikiu terminiu stabilumu, kad būtų naudojamos aukštoje temperatūroje. Suderinamumas su proceso terpe yra esminis dalykas. Medžiagos turi būti atsparios agresyvioms cheminėms medžiagoms, alyvoms ar dujoms, kad būtų išvengta cheminių reakcijų, degradacijos ar brinkimo. Tam reikia atsižvelgti įpirminės cheminės medžiagos, antriniai junginiai, reakcijos šalutiniai produktai ir valymo priemonėspH lygis yra labai svarbus, kaip ir oksiduojančios cheminės medžiagos bei koroziją sukeliančių medžiagų koncentracija.
Taip pat labai svarbios temperatūros ir slėgio charakteristikos. Padidėjusi temperatūra pagreitina cheminį poveikį ir pakeičia medžiagos savybes. Didelis slėgis sustiprina cheminį poveikį ir sukelia mechaninius įtempius. Todėl medžiagoms reikalingas didelis gniuždymo stipris, pavyzdžiui, silicio karbidas arba volframo karbidas. Paviršiaus apdailos ir atsparumo dilimui reikalavimai taip pat vaidina svarbų vaidmenį. Paviršiaus kokybė turi įtakos tepimo plėvelėms ir sukuria cheminio poveikio vietas. Kietos medžiagos, tokios kaip volframo karbidas arba silicio karbidas, yra būtinos, kai proceso skysčiuose yra suspenduotų kietųjų dalelių.
5. Pernelyg didelis temperatūros poveikis mechaniniams sandarikliams

Terminis įtempis ir jo įtaka mechaninio sandariklio vientisumui
Per aukšta temperatūra smarkiai pažeidžia vientisumą irMechaninių sandariklių tarnavimo laikasAukšta temperatūra sukelia terminį įtempį, dėl kurio atsiranda įvairių formų pažeidimai.Trinties šilumos generavimasyra pagrindinis rūpestis. Nepakankamas aušinimas arba netinkamas medžiagų pasirinkimas sukelia vietinį įkaitimą. Tai sukelia medžiagos degradaciją arba tepimo plėvelių gedimą. Tokios medžiagos kaip silicio karbidas ir volframo karbidas pasižymi dideliu šilumos laidumu, kad geriau išsklaidytų šilumą. Anglis, nors ir savaime tepa, gali perkaisti. Neefektyvios aušinimo sistemos deformuoja arba glazūruoja sandarinimo paviršius. Per didelis karštis ardo tepimo plėveles, sukeldamas sausą kontaktą ir dilimą.
Temperatūros svyravimai taip pat sukelia paviršiaus deformaciją arba terminį įtrūkimą. Netolygus plėtimasis tarp besijungiančių dalių dėl skirtingų šiluminio plėtimosi koeficientų lemia nesutapimą ir nuotėkį. Terminiai gradientai sukelia nelygumus arba išlinkimą, o tai veikia sandarinimo slėgį ir sukuria karštus taškus. Staigūs temperatūros pokyčiai sukelia terminį šoką, ypač trapiose medžiagose, tokiose kaip keramika, dėl kurio atsiranda įtrūkimų. Aukšto slėgio ir temperatūros deriniai pagreitina nuovargį ir įtrūkimus dėl įtempių. Be to, padidėjusi temperatūra pagreitina chemines reakcijas tarp sandarinimo medžiagų ir proceso terpės. Tai sukelia patinimą, minkštėjimą arba įtrūkimą. Temperatūros pokyčiai gali sukelti proceso skysčių blyksėjimą, dėl kurio gali susidaryti garų kamštis arba veikti sausai. Padidėjusi temperatūra dažnai sumažina skysčio klampumą, sumažindama tepimą ir padidindama nusidėvėjimą.
Skirtingos medžiagos turi skirtingą temperatūros toleranciją:
| Elastomerinė medžiaga | Temperatūros diapazonas |
|---|---|
| Nitrilo kaučiukas (NBR) | Nuo -40 °C iki 120 °C |
| Fluorokarboninė guma (FKM) | Nuo -20 °C iki 200 °C |
| EPDM | Nuo -50 °C iki 150 °C |
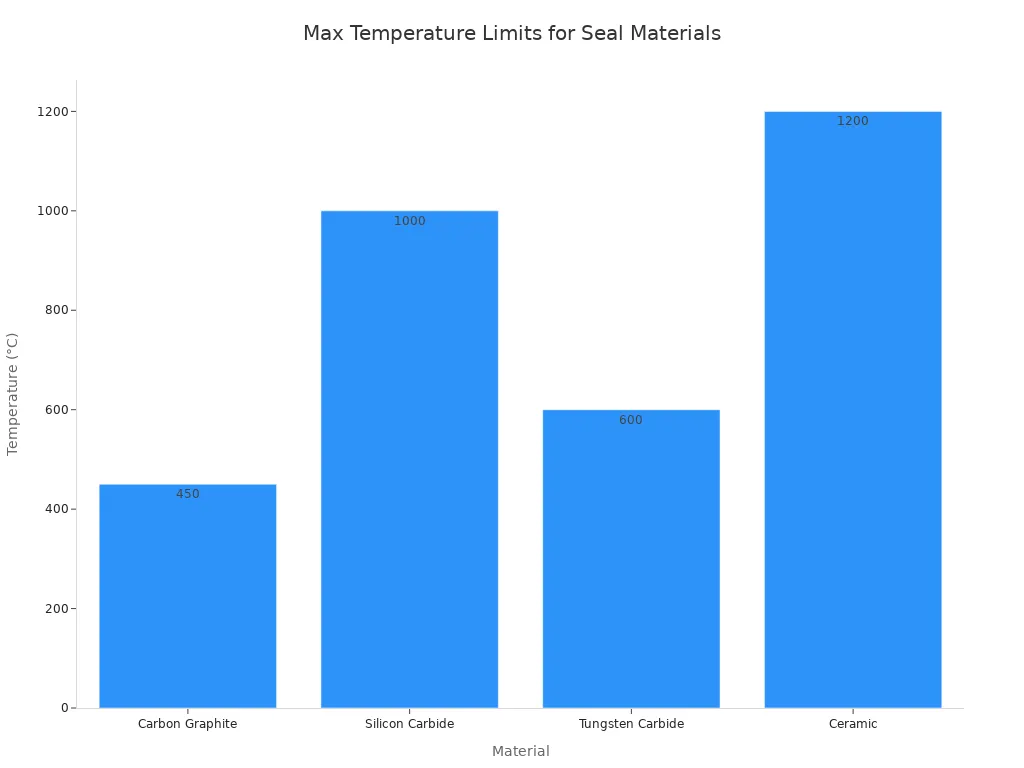
| Medžiaga | Temperatūros diapazonas |
|---|---|
| Anglies grafitas | Nuo -200 °C iki 450 °C |
| Silicio karbidas | Iki 1000 °C |
| Volframo karbidas | Iki 600 °C |
| Keramika | Iki 1200 °C |
Aušinimo sistemos ir aukštos temperatūros mechaninių sandariklių sprendimai
Pernelyg didelės temperatūros valdymas yra labai svarbus sandariklio ilgaamžiškumui.Aušinimo sistemos efektyviai apsaugo nuo sandariklio perkaitimoŠie sprendimai išsklaido šilumą ir palaiko optimalias sandariklių veikimo sąlygas.
Kelių tipų aušinimo sistemosyra veiksmingi:
- Aušinimo skysčio cirkuliacijaTai apima aušinimo skysčio, pvz., vandens arba vandens ir glikolio mišinio, cirkuliaciją per specialią sistemą. Šią sistemą sudaro siurblys, šilumokaitis ir valdikliai, skirti šilumai išsklaidyti nuo sandarinimo paviršių.
- ŠilumokaičiaiŠie įtaisai perduoda šilumą iš proceso skysčio į aušinimo terpę, pvz., orą ar vandenį. Jie pašalina įrenginyje susidariusią šilumą ir vėsina mechaninius sandariklius.
- Išorinės aušinimo sistemosTokios sistemos kaip aušintuvai ar šaldymo įrenginiai palaiko proceso skysčio ir aplinkos temperatūrą. Jos siūlo visapusišką aušinimo metodą.
- Šilumos išsklaidymo įtaisaiTokie įtaisai kaip aušinimo briaunos, radiatoriai arba šilumą laidžios medžiagos padidina šilumos išsklaidymo paviršiaus plotą. Jie skatina efektyvų sandarinimo komponentų aušinimą.
- Integruotos aušinimo funkcijosŠiuolaikiniai sandarikliai gali turėti aušinimo apvalkalus arba kanalus tiesioginei aušinimo skysčio cirkuliacijai sandariklio mazge. Tai optimizuoja šiluminį našumą.
6. Vibracija ir jos žalingas poveikis mechaniniams sandarikliams
Per didelė vibracija kelia didelę grėsmę įrenginio ilgaamžiškumui ir veikimuiMechaniniai sandarikliaiŠi dinaminė jėga gali kilti iš įvairių siurbimo sistemos šaltinių ir sukelti priešlaikinį gedimą. Šių šaltinių ir jų poveikio supratimas yra labai svarbus norint veiksmingai užkirsti kelią šiai problemai.
Kaip per didelė vibracija sukelia mechaninio sandariklio gedimą
Vibracija tiesiogiai pažeidžia sandarinimo sąsają. Ji sukeliabesisukantis sandarinimo paviršius netolygiai svyruojaprie nejudančio sandarinimo paviršiaus. Šis svyravimas sukuria smūgines apkrovas sandarinimo paviršiams kiekvieno veleno apsisukimo metu. Šie smūgiai sutrikdo tolygų tepimo skysčio pasiskirstymą tarp paviršių. Be tolygaus tepimo susidaro trintis, dėl kurios sandarinimo paviršiai per daug įkaista. Šis smūgio ir karščio derinys tiesiogiai pažeidžia ir galiausiai sugenda mechaninį sandariklį.
Per didelę vibraciją lemia keli veiksniai.Mechaninės priežastysapima nesubalansuotus besisukančius komponentus, tokius kaip pažeisti sparnuotės ar sulenkti velenai. Siurblio ir pavaros nesutapimas, vamzdžių įtempimas ir susidėvėję guoliai taip pat sukelia vibraciją. Hidraulinės priežastys apima siurblio veikimą ne pagal didžiausio efektyvumo tašką (BEP), pumpuojamo produkto garavimą arba oro patekimą į sistemą. Kiti šaltiniai yra harmoninė vibracija iš netoliese esančios įrangos arba siurblio veikimas kritiniu greičiu.Neatitikimas tarp siurblio ir variklio velenųkartu su sistemos vibracija sukuria įtempį. Šis įtempis sukelia netolygų nusidėvėjimą ir priešlaikinį nuovargį, o tai galiausiai lemiasandariklio gedimas.
Vibracijos mažinimas siekiant apsaugoti mechaninius sandariklius
Mechaninių sandariklių apsaugai nuo vibracijos reikalingos prevencinės priemonės. Inžinieriai gali įgyvendinti kelis sprendimus, kad sumažintų vibracijos lygį ir padidintų sandariklio atsparumą. Medžiagų pasirinkimas vaidina gyvybiškai svarbų vaidmenį.Poliuretano sandarikliai, pavyzdžiui, išlaiko lankstumą ekstremaliomis sąlygomis. Jos sugeria smūgius ir vibraciją nesutrūkinėdamos ir neprarasdamos formos. Šios medžiagos pasižymi puikiu atsparumu dilimui, pranokdamos gumą didelės vibracijos aplinkoje. Jos taip pat atsparios suspaudimui, užtikrindamos pastovų sandarumą.
Kiti inžineriniai sprendimai apima ir tokių elementų naudojimą.slopintuvai ir izoliatoriaiSlopintuvuose naudojamos klampiai elastingos medžiagos, siekiant sumažinti rezonansinį elgesį sistemoje. Izoliatoriai, pagaminti iš atitinkamų medžiagų, tokių kaip pjaustytos tarpinės arba lieti guminiai komponentai, sumažina vibracijos perdavimą. Šie komponentai sugeria smūgius ir slopina vibraciją, apsaugodami jautrias sandarinimo dalis. Specialiai lieti guminiai ir plastikiniai sprendimai taip pat gali būti naudojami kaip izoliaciniai sandarikliai, apsaugantys nuo teršalų patekimo, smūgių ir vibracijos.
7. Slėgio svyravimai, veikiantys mechaninius sandariklius
Nestabilaus slėgio mechaniniams sandarikliams iššūkiai
Nestabilios slėgio sąlygos labai sutrikdo mechaninio sandariklio veikimą. Padidėjęs slėgis galideformuoti sandarinimo paviršiusŠi deformacija pažeidžia sandarinimo vientisumą. Antriniai sandarikliai, tokie kaip O formos žiedai ir silfonai, taip pat susidėvi dėl padidėjusio slėgio. Cikliniai slėgio pokyčiai sukelia sandariklių pakartotinį suspaudimą ir atsipalaidavimą. Tai sukeliamedžiagų nuovargisir galiausiai gedimas, jei sandariklis nėra pakankamai atsparus. Staigūs slėgio šuoliai gali viršyti medžiagos elastinės deformacijos pajėgumą. Dėl to atsiranda nuolatinė deformacija arba įtrūkimas.
Dinaminis slėgis, kurį sukelia skysčio judėjimas, veda priesandarinimo paviršiaus vibracijaŠi vibracija sukelia dilimą ir priešlaikinį gedimą. Slėgio svyravimai turi įtakos skysčio plėvelės tarp sandarinimo paviršių storiui ir stabilumui. Jei plėvelė per plona, atsiranda metalų sąlytis ir padidėjęs dilimas. Jei ji per stora, gali atsirasti nestabilumas ir nuotėkis. Nestabilaus slėgio sąlygos dažniausiai kyla dėleksploatavimo sąlygoskurie viršija sandariklio projektinius parametrus. Taip pat prisideda hidraulinis disbalansas sandarinimo kameroje. Kai sistemos slėgis viršija projektines ribas, padidėjusi uždarymo jėga sukelia per didelę trintį ir šilumą. Priešingai, nepakankamas slėgis sukelia nuotėkį dėl netinkamo sandariklio paviršiaus kontakto. Hidraulinis disbalansas sukuria svyruojantį slėgį, dėl kurio „veido patempimas„Šis protarpinis kontaktas neleidžia stabiliai tepti ir sukelia terminius cikliškus svyravimus, kurie prisideda prie nestabilumo.“
Kintamo slėgio mechaninių sandariklių projektavimas ir eksploatavimas
Projektuojant ir eksploatuojant mechaninius sandariklius kintamam slėgiui, reikia atidžiai apgalvoti. Mechaninių sandariklių paviršiai yra jautrūs deformacijoms, kurias sukelia slėgio ir temperatūros gradientai. Slėgiui ir greičiui svyruojant, šie deformacijos taip pat keičiasi, paveikdamos paviršiaus profilį ir galinčios sukelti susidėvėjimą. Nors šiuolaikiniai sandarikliai paprastai yra tvirti, dideli greičio pokyčiai gali neigiamai paveikti sandariklio tarnavimo laiką. Mechaninių sandariklių aplinkos kontrolės sistemos, tokios kaipAPI planai 11, 21 ir 31, yra labai jautrios slėgio pokyčiams. Šios sistemos turi atitikti maksimalias ir minimalias eksploatavimo sąlygas, kad būtų išvengta tokių problemų kaip elastomero ar paviršiaus pažeidimai ir užtikrintas tinkamas aušinimas bei tepimas.
Eksploatavimo sąlygos, ypač slėgis ir veleno greitis, yra labai svarbūs veiksniai renkantis tinkamą mechaninį siurblio sandariklį kintamo slėgio aplinkai. Aukšto slėgio taikymams reikalinga tvirta sandariklio konstrukcija, galinti atlaikyti dideles skysčio slėgio jėgas. Svarbus projektavimo aspektas yra visos inžinerinės sistemos ir taikymo sąlygų įvertinimas. Labai svarbu atsižvelgti įvisas veikimo spektras, įskaitant slėgio ciklus, paleidimus ir sustabdymus bei kintančią temperatūrą.Subalansuoti mechaniniai sandarikliaiyra labai svarbūs esant kintamam slėgiui. Jie tolygiai paskirsto hidraulines jėgas sandarinimo paviršiams. Ši konstrukcija sumažina slėgio sukeltą deformaciją, sumažina šilumos susidarymą ir susidėvėjimą bei pailgina sandariklio tarnavimo laiką.
8. Mechaninių sandariklių medžiagų nuovargis ir susidėvėjimas
Mechaninių sandariklių tarnavimo laiko ir nusidėvėjimo supratimas
Medžiagų nuovargis ir nusidėvėjimas yra dažniausios mechaninių sandariklių gedimų priežastys. Laikui bėgant, nuolatinis įtempis ir trintis eksploatacijos metu susidėvi sandariklio komponentus. Šis susidėvėjimas sumažina sandariklio efektyvumą ir galiausiai sukelia gedimą. Numatomo tarnavimo laiko supratimas padeda planuoti techninę priežiūrą.
| Mechaninio sandariklio tipas | Numatoma gyvenimo trukmė |
|---|---|
| Viena spyruoklė | 1–2 metai |
| Kasetė | 2–4 metai |
| Silfonai | 3–5 metai |
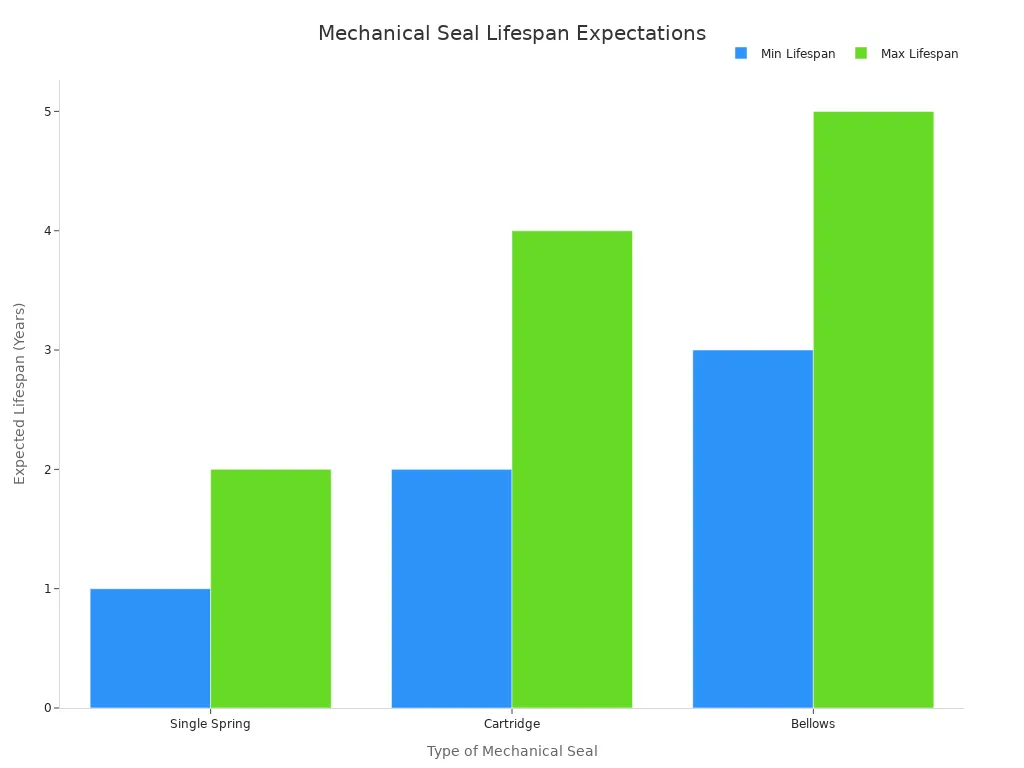
Šie intervalai yra tipiniai. Faktinis tarnavimo laikas skiriasi priklausomai nuo eksploatavimo sąlygų ir priežiūros praktikos.Keletas indikatorių rodo medžiagos nuovargį ir nusidėvėjimą:
- Griovelių pjovimas:Ašiniai dinaminio krašto pjūviai dažnai atsiranda dėl užteršimo.
- Patinimas:Sandarinimo medžiaga suminkštėja ir praranda formą. Paprastai tai lemia nesuderinamos terpės.
- Pablogėjimas:Sandariklis praranda elastingumą, trūkinėja ir trupa. Tai dažnai sukelia nesuderinamos skystos terpės.
- Grūdinimas:Atsiranda įtrūkimų ir lankstumo praradimo. Tai sukelia sandarikliai, veikiami žemos temperatūros, viršijančios medžiagos ribas.
- Randų susidarymas:Ant lūpos arba dinaminės pusės atsiranda įlenkimų, įpjovimų ar per didelių įbrėžimų. Tai dažnai sukelia montavimo pažeidimai.
- Dėvėti:Ant sandarinimo lūpos dinaminio paviršiaus atsiranda blizgus, veidrodinis blizgesys arba kiaušinio formos įbrėžimai. Taip yra dėl pernelyg smulkios paviršiaus apdailos arba nepakankamo tepimo.
- Išspaudimas:Sandariklio kampai išsikiša į tarpus. Elastomeriniai sandarikliai gali būti pažeisti dėl įbrėžimų. Tai lemia per didelis slėgis, atraminio žiedo nebuvimas, per dideli išspaudimo tarpai arba nepakankamai kietos sandarinimo medžiagos.
- Lūžis:Atsiranda ilgi linijiniai įtrūkimai, trūkstami gabalai arba visiškas sandarinimo dalių nutrūkimas. Paprastai tai lemia nepakankamai tvirtos medžiagos, veikiamos per didelio įtempio, itin žemos temperatūros arba per didelio slėgio.
Proaktyvi mechaninių sandariklių priežiūra ir medžiagų atnaujinimas
Proaktyvios priežiūros strategijos žymiai pailgina sandariklių tarnavimo laikąŠios strategijos sumažina netikėtų gedimų skaičių. Jos taip pat pagerina bendrą įrangos patikimumą.
- Įprastinės priežiūros praktika:Tai apima reguliarų sandarinimo komponentų valymą. Tai apima tinkamus tepimo metodus. Taip pat svarbu stebėti sistemos slėgį ir temperatūrą. Padeda sandarinimo aplinkos apžiūra, ar nėra tokių problemų kaip skysčių lygis ir užterštumas.
- Pažangūs priežiūros metodai:Tai apima sandarinimo paviršių atnaujinimą. Elastomerų ir tarpiklių keitimas yra to dalis. Padeda naudoti slėgio mažinimo vožtuvus ir praplovimo sistemas. Buferinių skysčių ir antrinių sandariklių naudojimas užtikrina geresnę apsaugą.
- Geriausia sandariklio tarnavimo laiko pailginimo praktika:Pagrindinės praktikos užtikrina teisingą suderinimą montavimo metu. Tinkamų medžiagų pasirinkimas konkrečiam atvejui yra labai svarbus. Naudinga apmokyti operatorius, kaip tinkamai naudoti ir prižiūrėti. Reguliarus eksploatavimo sąlygų peržiūrėjimas taip pat pailgina sandariklio tarnavimo laiką.
Medžiagų atnaujinimas taip pat atlieka svarbų vaidmenį. Pažangių medžiagų, tokių kaip silicio karbidas arba volframo karbidas, naudojimas pagerina atsparumą dilimui ir nuovargiui. Šios medžiagos geriau atlaiko atšiaurias sąlygas. Jos pasižymi didesniu patvarumu.
Aptarti įvairūs veiksniai neveikia atskirai. Jie dažnai susijungia, paspartindami mechaninių sandariklių degradaciją. Norint pailginti sandariklio tarnavimo laiką, labai svarbus holistinis požiūris. Tai apima kruopštų svarstymąskysčio charakteristikos, įskaitant klampumąircheminis suderinamumasTaip pat įtraukiamos eksploatavimo sąlygos, tokios kaip slėgis ir temperatūra. Įrangos duomenys ir medžiagų pasirinkimo galimybės taip pat yra labai svarbios. Inžinieriai taip pat turi įvertintipraktiniai ir ekonominiai veiksniaiŠi išsami strategija užtikrina optimalų našumą ir sumažina brangiai kainuojančias prastovas, pasitelkiant informuotą prevenciją.
DUK
Kokia dažniausia mechaninio sandariklio gedimo priežastis?
Netinkamas montavimas yra pagrindinė priežastis. Neteisingas suderinimas, neteisingas nustatymas ir skubotas procesas dažnai sukelia priešlaikinį gedimą. Tinkamas mokymas ir geriausios praktikos laikymasis yra labai svarbūs siekiant išvengti šių problemų.
Kaip sausas veikimas veikia mechaninius sandariklius?
Sausas veikimas pašalina esminę skysčio plėvelę tarp sandarinimo paviršių. Tai sukelia staigų perkaitimą, terminį smūgį ir greitą susidėvėjimą. Dėl to sandarinimo paviršiuose atsiranda įtrūkimų, pūslių ir gilių griovelių, o tai žymiai sutrumpina sandarinimo tarnavimo laiką.
Kurios medžiagos geriausiai tinka abrazyvinei ar cheminei aplinkai?
Abrazyvinėms sąlygoms kietos medžiagos, tokios kaip silicio karbidas arba volframo karbidas, pasižymi didesniu atsparumu. Cheminėms aplinkoms renkantis medžiagaschemiškai suderinamassu proceso skysčiu yra gyvybiškai svarbus. Tai apsaugo sandarinimo komponentus nuo degradacijos, brinkimo ar įtrūkimų.
Kaip aukšta temperatūra veikia mechaninius sandariklius?
Per aukšta temperatūra sukelia terminį įtempį, medžiagų degradaciją ir tepimo plėvelės suirimą. Ji gali deformuoti paviršių, sukelti terminį įtrūkimą ir pagreitėjusias chemines reakcijas. Aušinimo sistemos ir aukštai temperatūrai atsparios medžiagos yra būtinos norint valdyti šiuos efektus.
Ar vibracija tikrai gali pažeisti mechaninį sandariklį?
Taip, per didelė vibracija smarkiai pažeidžia mechaninius sandariklius. Dėl jos besisukantis sandarinimo paviršius svyruoja, atsiranda smūginės apkrovos ir sutrikdomas tepimas. Dėl to padidėja trintis, kaupiasi šiluma ir priešlaikinis susidėvėjimas, o tai galiausiai sukelia sandariklio gedimą.
Įrašo laikas: 2026 m. sausio 30 d.